Quality & Compliance: The Foundation of Medical Device Trust and Market Access
In medical device manufacturing, a single process deviation can compromise patient safety and expose partners to costly regulatory penalties-yet many OEMs underestimate the hidden risks in their supply chain. At Dinghmed, our quality and compliance framework is embedded into every operational layer, from supplier qualification audits to final shipment release and post-market surveillance. As your contract manufacturing partner, we systematically mitigate risks by adhering to ISO 13485:2016 and FDA 21 CFR Part 820, ensuring every product leaving our facility meets rigorous safety, efficacy, and global regulatory benchmarks. Our internal KPIs-including a consistent first-pass yield above 98% and a supplier defect rate below 50 ppm-demonstrate this commitment in measurable, auditable terms. For a step-by-step view of how quality checks are integrated into production, explore our complete manufacturing process.

Our Certifications: Independent Validations of an Uncompromised Quality System
Certifications are more than badges-they represent the outcome of rigorous, unannounced audits that assess the maturity and effectiveness of our quality management system (QMS). They give you assurance that our processes are fully documented, continuously monitored, and systematically improved to meet the highest international benchmarks: ISO 13485:2016, FDA 21 CFR Part 820, and the European Medical Device Regulation (EU 2017/745). Each certification is renewed annually through accredited third-party assessments such as BSI or T-V S-D, and our audit results are shared transparently with partners upon request. If you’re evaluating a contract manufacturer, check our manufacturer’s checklist for the critical questions to ask.

ISO 13485:2016 – The International Gold Standard for Medical Device QMS
ISO 13485:2016 is the globally recognized QMS standard specifically for medical devices. It demonstrates our ability to consistently deliver products that satisfy customer and regulatory requirements throughout the entire product lifecycle-from design and development through production, storage, distribution, and post-market surveillance. Our certification is validated annually by accredited third-party auditors (e.g., BSI), with a zero-major-nonconformance track record for the past three consecutive cycles. This rigorous oversight ensures ongoing conformity and drives continuous improvement. For a deeper understanding of what ISO 13485 certification entails, read our ultimate guide.
FDA Registration & Compliance with 21 CFR Part 820
Our facility is registered with the U.S. Food and Drug Administration and operates in full compliance with the Quality System Regulation (21 CFR Part 820) and applicable device-specific requirements. This ensures our manufacturing, packaging, labeling, sterilization, and traceability processes meet the stringent standards for medical devices marketed in the United States. We also maintain a robust Medical Device Reporting (MDR) system to promptly identify and address any field issues-our average response time for complaint investigation is under 48 hours. For class I and II devices, we also support UDI compliance per FDA Final Rule. If you’re navigating FDA submission, our guide on FDA registration provides key considerations.
CE Marking under EU MDR (Regulation (EU) 2017/745)
We design and manufacture products in full alignment with the European Medical Device Regulation (EU 2017/745). Our technical documentation supports CE marking through conformity assessment routes appropriate to each device class-whether through a Notified Body (e.g., T-V S-D) for class Is and higher, or self-declaration for class I non-sterile devices. This enables seamless access to the European Economic Area market. Our regulatory affairs team continuously monitors updates from Notified Bodies and changes to the regulation (including the transition from MDD to MDR) to maintain compliance and reduce market-access risks. For innovations in emergency care devices, see how CE marking applies to new designs.
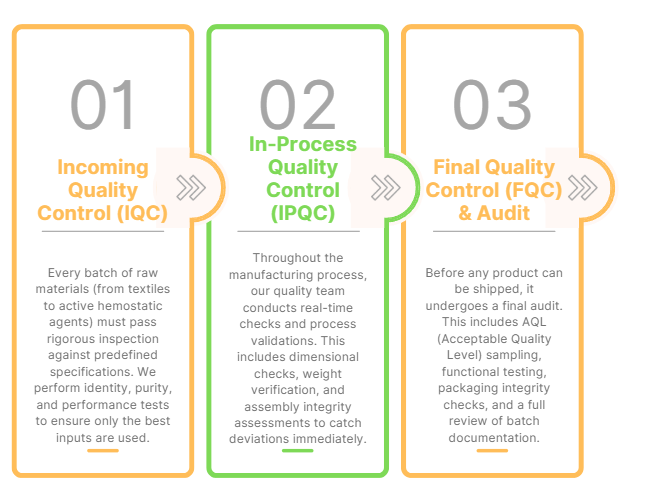
End-to-End Quality Control: From Incoming Materials to Finished Goods
Quality is engineered into every stage of production, beginning with rigorous incoming material inspection (including FTIR and DSC verification) and continuing through in-process monitoring, final product testing, and packaging validation. Our multi-layered QC system incorporates statistical process control (SPC) with real-time SPC dashboards, first-article inspections for every new tooling run, and risk-based sampling per ISO 2859-1 with AQL levels as tight as 0.065 for critical characteristics. This proactive approach ensures consistent quality even across high-volume production runs (up to 50 million units annually), with a reported defect rate below 30 ppm-well below the industry average of 200+ ppm. Our team also conducts regular capability studies (Cpk — 1.67 for critical dimensions).
— See our quality system in action: A Deep Dive into Our Medical Device Manufacturing Process – discover how each step integrates quality checks to ensure reliable outcomes.
In-House Testing Capabilities: State-of-the-Art Laboratory
Behind our quality promises is an accredited in-house laboratory (ISO/IEC 17025 scope pending) equipped with advanced instrumentation and staffed by certified technicians with expertise in materials science, mechanical testing, and microbiological analysis. We perform a comprehensive suite of tests to validate product performance, mechanical integrity, biocompatibility, and sterility-all with ISO 13485-compliant documentation. This in-house capability reduces lead times by an average of 40% compared to outsourced testing, ensures full traceability of results, and enables rapid root-cause analysis (often within 24 hours) when deviations occur. Our lab also supports design verification for new product development, which is critical for OEM vs. ODM decisions.
Physical & Performance Testing (Mechanical & Barrier Integrity)

Tensile & Elongation Testers (for bandages, films, and elastic components) – calibrated annually to ASTM D882
Burst Strength Testers (for pouches, containers, and sterile barriers) – per ASTM F1140
Seal Integrity Testers (for sterile packaging per ASTM F2096) with visual and dye-penetration methods
Dimensional Gauging (for compliance with print and component specifications) using Keyence vision systems
Material Verification & Biocompatibility (ISO 10993 Series)

Raw Material Identification & Verification (FTIR, DSC, TGA) – ensures incoming resins, adhesives, and films match certified specs
Biocompatibility Testing Support per ISO 10993 (cytotoxicity, sensitization, irritation) – coordinated with accredited labs
Sterility Validation for ethylene oxide (EO), radiation, and steam cycles – includes BI studies and dose audits
Packaging Integrity Testing (dye penetration, bubble leak, tensile seal) – per ASTM F1929 and F88
Global Regulatory Compliance: Expertise Across Multiple Markets
The global medical device regulatory landscape is complex and ever-changing. We act as your strategic guide, leveraging deep expertise to ensure your products meet the specific requirements of your target markets-whether you’re launching in the US, EU, Australia, Canada, Japan, or beyond.
| Market | Regulatory Body | Key Requirements | Typical Timeline |
|---|---|---|---|
| USA | FDA | 21 CFR 820 (QSR), Establishment Registration, Device Listing, MDR, UDI | 3–6 months |
| EU/EEA | Notified Body (e.g., T-V S-D) | EU MDR 2017/745, CE Marking, Technical File, Vigilance, UDI | 6–18 months |
| Australia | TGA | Essential Principles, Conformity Assessment, ARTG Inclusion, Post-Market Monitoring | 4–8 months |
| Canada | Health Canada | Medical Devices Regulations (SOR/98-282), CMDCAS, Quality System Requirements | 4–10 months |
| Japan | PMDA | MHLW Ministerial Ordinance, QMS (MHLW 169), Foreign Manufacturer Registration | 6–12 months |
Regulatory Expertise: Our regulatory affairs team monitors evolving requirements from the FDA (USA), CE MDR (EU), TGA (Australia), Health Canada, PMDA (Japan), and other major authorities.
Technical File Support: We compile and maintain comprehensive technical documentation-including design history files (DHF), risk management files per ISO 14971, and clinical evaluation reports (CER)—to support submissions and facilitate successful audits.
Post-Market Surveillance: Our systems for vigilance, complaint handling, and field safety corrective actions (FSCA) ensure ongoing compliance and rapid response to any field issues. We also support periodic safety update reports (PSUR) for EU MDR.
— Read our guide: Key Considerations for FDA Registration of Medical Devices
Commitment to Continuous Improvement: Beyond Baseline Compliance
Compliance is the minimum standard; excellence is our target. We foster a culture of continuous improvement in line with ISO 13485:2016 Clause 10, and our CAPA system has driven a 15% year-over-year reduction in non-conformances over the last three years. Key elements include:
Regular internal audits (schedule: every 6 months per process area) and supplier audits with qualified lead auditors (ASQ CQA or equivalent).
A comprehensive CAPA (Corrective and Preventive Action) program that drives root-cause analysis (using 5-Why, Fishbone, and FMEA) and systemic fixes-not just patches.
Quarterly management reviews to evaluate quality objectives, resource adequacy, and the overall effectiveness of our quality system; minutes are shared with key partners.
Employee training (minimum 40 hours per year per quality-critical role) and an anonymous suggestion system that engages every team member in quality innovation-suggestions have led to three patent-pending process improvements.
This continuous improvement culture directly reduces total cost of quality for our partners, as shown in our cost-benefit analysis of medical device ODM.
Partner with Confidence – Start Your Quality Journey
Choose a manufacturing partner where quality is systemic, compliance is guaranteed, and continuous improvement is ingrained in our DNA. Let our rigorous standards-backed by ISO 13485:2016, FDA registration, and EU MDR alignment-be the solid foundation for your next medical product. We invite you to discuss your specific quality requirements, risk mitigation needs, and market-access goals with our regulatory and engineering experts. Our team is ready to provide a complimentary gap assessment of your current quality system against our benchmarks.