In medical manufacturing, there is no room for compromise. At Dinghmed, our commitment to quality and regulatory compliance is not just a department—it is the foundational principle that guides every decision, every process, and every product we deliver. As your medical device contract manufacturer, we bear the responsibility of risk mitigation, ensuring that every product leaving our facility is safe, effective, and fully compliant with global standards.
Our Certifications: Your Guarantee of Excellence
Our certifications are independent validations of our unwavering commitment to the highest industry standards. They are your assurance that we operate a mature, documented, and continuously improving quality management system.
ISO 13485
This is the international gold standard for medical device quality management systems. It demonstrates our ability to consistently provide products that meet customer and regulatory requirements.
FDA
Our facility is registered with the U.S. Food and Drug Administration, affirming our compliance with the stringent regulations for manufacturing, packaging, and labeling medical devices for the American market.
CE
We manufacture products in accordance with the European Medical Device Regulation (MDR), enabling CE marking and access to the EU market.
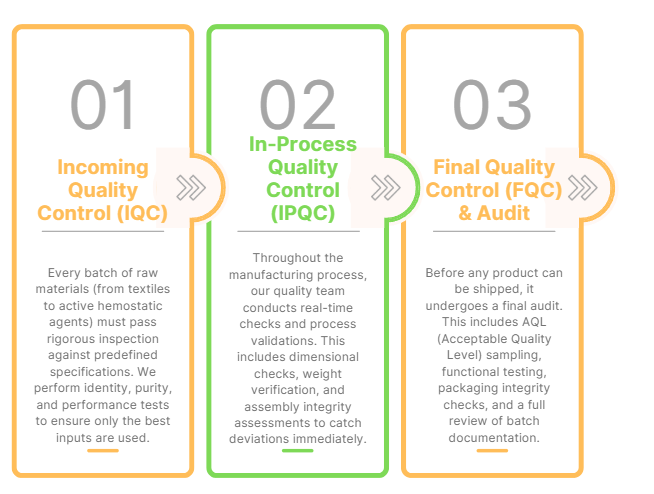
Our End-to-End Quality Control Process
Quality is engineered into every stage of production, from raw material to finished goods. Our multi-layered QC process is designed to detect and prevent issues at every turn.
Behind our quality promises is a well-equipped laboratory and a dedicated team of technicians.
Physical & Performance Testing
Tensile & Elongation Testers (for bandages)
Burst Strength Testers
Seal Integrity Testers (for packaging)
Material & Biocompatibility
Raw Material Identification & Verification
Support for Biocompatibility Testing (per ISO 10993)
Sterility Testing Validation (if applicable)
Navigating Global Regulatory Compliance
The global medical landscape is complex. We act as your guide, leveraging our expertise to ensure your products meet the specific requirements of your target markets.
Regulatory Expertise: Our regulatory affairs team stays abreast of the evolving requirements of the FDA (USA), CE MDR (EU), TGA (Australia), and other major markets.
Technical File Support: We prepare and maintain comprehensive technical documentation that supports regulatory submissions and audits.
Post-Market Surveillance: We have systems in place for post-market surveillance and vigilance, ensuring ongoing compliance and rapid response to any field issues.
Compliance is the minimum standard; excellence is our goal. We foster a culture of Continuous Improvement through:
Regular internal and supplier audits.
Comprehensive CAPA (Corrective and Preventive Action) programs.
Management reviews to ensure the ongoing suitability and effectiveness of our quality system.
Partner with Confidence
Choose a manufacturer where quality is systemic, and compliance is guaranteed. Let our rigorous standards be the solid foundation for your next medical product.